フォークステアリングコラムの長さとサイズ
必要な工具
ここでは、フロントフォークのステアリングコラムの長さ調整(カッティング)、および規格サイズの考え方について解説して行きます。
次の内容に関する詳細については、以下のページをご参照ください。
» スレッドレスタイプヘッドセット Threadless Headsets.
» スレッドタイプヘッドセット Threaded Headsets.
» フォーククラウンレースのフェイシング Fork Steering Column Milling.
» ヘッドチューブのフェイシングとリーミング
» ヘッドセットのタイプ Headset Type
» スターファングルナットの圧入 Installing Star Fangled Nut with TNS.
目次▼
作業手順
一般的に、新品のフロントフォークにおいて、ステアリングコラムの長さは、使用するフレームに対して長めに設定されています。そのため、適宜フレームに合わせてステアリングコラムを切断して調整しなければなりません。
適切なステアリングコラムの長さを決定するためには、2つの方法が挙げられます。
一つは、使用するフレーム、部品の寸法を測定する事で、最終的に取り付けた状態での長さを導き出す事でステアリングコラムの長さを決定する方法です。
もう一つは、全ての部品を一度仮組みし、その状態から判別してステアリングコラムの長さを決定する方法です。
計算によって長さを導き出す方法は、仮組みをする必要がありませんので長さの決定が速いというメリットがありますが、本組みを行った時の不測の事態(例えば各部品の寸法公差などによる和わずかな差異)などに対応しにくいデメリットがあります。
一方、二つ目の現物合わせによる方法は、一度組み立てて寸法を導き出してから、分解して作業してからもう一度組み立てを行わなければなりませんので、時間的に非効率な点がありますが、使用するフレームや部品に対して適切な長さが測定できるという点では、最も確実な方法とも言えます。
いずれにしても、フォークステアリングコラムを切断すると言う事は、二度と元には戻せませんので、特に短く切りすぎる事の無いよう、十分に注意してください。
スレッドレスタイプのステアリングコラム長さの計算方法
スレッドレスタイプとは、その名の通りネジが無いタイプのステアリングコラムの事を意味します。
ヘッドセットのベアリングに対する玉当たりの調整は、ステム上部にあるトップキャップの調整ボルトで行っています。
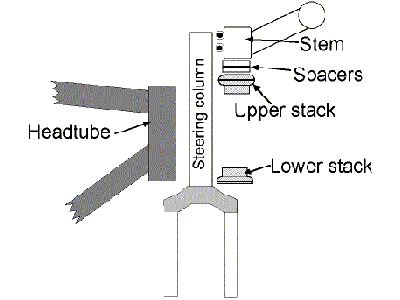
まず、最初にフレームヘッドチューブの長さを測定します。この時、フレームにヘッドカップが圧入されている場合は、これらの部品は含まないフレームヘッドチューブだけの長さを測定してください。
次に、ヘッドセットのスタックハイトを測定します。スタックハイトとは、ヘッドセットの取り付け高さを表します。この時、フレームに圧入される部分については、数値に含まないように注意します。
ヘッドセットによっては、スタックハイトデータがメーカーから配布されている場合もありますので、参考にしてみるもの良いでしょう。しかしながら、これらのデータは、セッティングに必要なスペーサーの高さなどは考慮されていませんので、必要に応じてそのスペーサーの高さも追加しておく必要があります。

- ※画像をクリックすると拡大できます

- ※画像をクリックすると拡大できます
次に、使用するステムの高さを測定します。それ以外にもアウターケーブル受けやその他の部品をステアリングコラムに取り付ける際には、それら全ての部品の高さを測定します。
使用する部品のスタックハイトを実測する事は、作業の確実性を高めます。
そのためにも、各部品はしっかりと組み合わされた状態で測定する事が望ましいでしょう。
例えば、下側のカップにはベアリング、ダストシール、下玉受けなどの部品がありますが、それらを組み合わせた状態でスタックハイトを確認します。

- ※画像をクリックすると拡大できます
測定した全ての数値を合計し、その数値からヘッドセットの玉当たりの調整を行うための隙間を設ける必要があります。そのため、合計数値から一般的に3mm程を差し引いた数値でステアリングコラムの長さを決定します
右図の様に、実際のスタックハイト合計値よりもわずかに短い事で、ヘッドセットの玉当たりを行う事ができます。
注意:ステムメーカーやフォークメーカーによっては、これらのギャップを作る事を禁止しているものがあります。特にカーボン製のステアリングコラムの場合、ステムは完全にステアリングコラムを包囲している必要があるため、実際のステアリングコラムの長さはスタックハイトの合計値よりも長くなります。
また、その余分な長さはスペーサーを使用するようになっていますので、詳しくはステムメーカーやフォークメーカーの指示に従ってください。

- ※画像をクリックすると拡大できます
【計算例】
- ・ 自転車のヘッドチューブの長さ:103mm
- ・ ヘッドセットの下側カップセット(ベアリング、下玉押しなど含む):12.5mm
- ・ ヘッドセットの上側カップセット(ベアリング、スペーサーなど含む):20.5mm
- ・ ステム高さ:41mm
- ・ ヘッドセット、ステムのスタックハイト合計:74mm
- ・ 74mmから、3mmの調整分を差し引き:71mm
- ・ ヘッドチューブ長さ103mmと合わせて:174mm
この場合のステアリングコラムの適切な長さは、174mmとなります。
- ※画像をクリックすると拡大できます
スレッドレスタイプの現物合わせによるステアリングコラム長さの測定方法
使用する全ての部品を仮組みします。
ベアリングなどにガタが無い事を確認し、ステムを仮固定して組み上がりと同様の状態にします。
けがき針などを使用し、ステアリングコラムのステム上部の位置にマーキングをします。
フロントフォークを取り外し、先ほどマーキングした位置から3mm程短い位置でステアリングコラムの長さを決定します。

- ※画像をクリックすると拡大できます
スレッドレスタイプのステアリングコラムの切断
スレッドレスタイプのステアリングコラムを切断する際には、ParkTool SG-6  などのソーガイドを使用する事をお勧めします。
などのソーガイドを使用する事をお勧めします。
これらのガイドツールは、金のこぎりの刃を真っ直ぐに保持し、簡単にステアリングコラムを切断する事が可能です。
一般的なスチールやアルミニウムのステアリングコラムを切断する際には、1インチ当たり24山(24TPI)程度の歯を持つ高品質なのこぎり歯を使用する事をお勧めします。
カーボン製ステアリングコラムの切断について
カーボン製ステアリングコラムの切断においては、より細かい32TPI以上の歯を使用する必要があります。また適宜、切削油などを使用し、カーボン繊維がササクレ無いように注意する必要があります。
切断作業終了後は、切断部の処理をする際に金やすりではなく耐水ペーパーを使用する事をお勧めします。
- 1. ステアリングコラムの長さを決定し、切断部をマーキングします。
- 2. 切断する部分をしっかりとソーガイドのガイド部に合わせ、フォークをソーガイドに取り付け、ベンチバイスでしっかりと保持します。
- 3. ソーガイドのガイド部に金のこぎりを挿入し、適宜切削油などを使用してゆっくりと切断して行きます。
- 4. 切断が終了したら、ソーガイドからステアリングコラム先端が突出する位置までずらします。
- 5. 金やすりなどを使用して、切断部のバリを取り除きます。
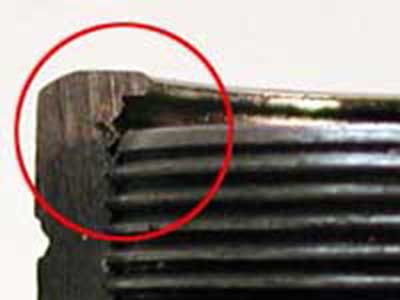
- 6. ステアリングコラム先端を45°の角度で面取りを行います。これにより、上玉押しやステムなどが装着されやすくなります。
- 7. フォークを持ちながらソーガイドの固定ハンドルを緩めてフォークを取り外します。
注意:作業時は必ず保護メガネと保護グローブを着用してください。

- ※画像をクリックすると拡大できます
スレッドタイプフォーク
旧来のシステムであるスレッドタイプは、ステアリングコラムにネジが切られており、そのネジを利用してヘッドセットのベアリングに対する玉当たりの調整を行っています。
このようなスレッドタイプのステアリングコラムの長さの決定は、原則的にスレッドレスタイプと同様に行う事ができます。
最初にフレームヘッドチューブの長さを測定し、次にヘッドセットのスタックハイトを測定します。
スタックハイトの測定においては、下側のカップはスレッドレスタイプと同様に測定します。次に上側カップとベアリング、上玉押し、および必要なスペーサーやアウターケーブル受けなどの高さを測定します。最後にロックナットの高さを測定しますが、ロックナットの最上部にはリップシールが存在しています。
ステアリングコラムの先端は、これらのリップシールに当たってはいけませんので、リップシールの高さを差し引いてステアリングコラムの長さを決定してください。
【計算例】
- ・ 自転車のヘッドチューブの長さ:205mm
- ・ ヘッドセットのスタックハイト(リップシール分を考慮済み):42mm
- ・ ヘッドチューブ長さ205mmと合わせて:247mm
この場合のステアリングコラムの適切な長さは、247mmとなります。
- ※画像をクリックすると拡大できます
スレッドタイプのステアリングコラムの切断
スレッドタイプのステアリングコラムを切断する際には、Parktool SG-1(1”)、SG-2(1-1 / 8”)、SG-3(1-1 / 4”)などのスレッドタイプ用ソーガイドを使用する事をお勧めします。
これらのガイドツールは、金のこぎりの刃を真っ直ぐに保持し、簡単にステアリングコラムを切断する事が可能です。
一般的なスチールやアルミニウムのステアリングコラムを切断する際には、1インチ当たり24山(24TPI)程度の歯を持つ高品質なのこぎり歯を使用する事をお勧めします。
- 1. ステアリングコラムの長さを決定し、切断部をマーキングします。
- 2. 切断する部分をしっかりとソーガイドのガイド部に合わせ、フォークをソーガイドに取り付け、ベンチバイスでしっかりと保持します。
- 3. ソーガイドのガイド部に金のこぎりを挿入し、適宜切削油などを使用してゆっくりと切断して行きます。
- 4. 切断が終了したらフォークを回転させながら、ステアリングコラム先端が突出する位置までずらします。
- 5. 金やすりなどを使用して、切断部のバリを取り除きます。
- 6. ステアリングコラム先端を45°の角度で面取りを行います。これにより、上玉押しやロックナットが装着されやすくなります。
- 7. ベンチバイスからソーガイドごとフォークを取り外し、フォークを持ちながらソーガイドを半時計方向に回して取り外します。