ハンダ
- 表示方法:
- サムネイル
- 一覧
- 並べ替え:


-
-

-
HS-301ハンダ(Sn-3Ag) 0.3mmφ・100g
-
税込価格 ¥7,667税抜価格 ¥6,970
-
-
-
-
HS-361ハンダ(Sn-3Ag) 0.6mmφ・11g
-
税込価格 ¥1,353税抜価格 ¥1,230
-
-
-
-
HS-302ハンダ(Sn-3Ag) 0.6mmφ・100g
-
税込価格 ¥6,831税抜価格 ¥6,210
-
-
-
-
HS-312ハンダ(Sn-3Ag) 0.6mmφ・400g
-
税込価格 ¥26,400税抜価格 ¥24,000
-
-
-
-
HS-362ハンダ(Sn-3Ag) 0.8mmφ・14g
-
税込価格 ¥1,419税抜価格 ¥1,290
-
-
-
-
HS-313ハンダ(Sn-3Ag) 0.8mmφ・400g
-
税込価格 ¥25,630税抜価格 ¥23,300
-
-
-
-
HS-316ハンダ(Sn-3Ag) 0.8mmφ・800g
-
税込価格 ¥50,270税抜価格 ¥45,700
-
-
-
-
HS-363ハンダ(Sn-3Ag) 1.0mmφ・17g
-
税込価格 ¥1,595税抜価格 ¥1,450
-
-
-
-
HS-304ハンダ(Sn-3Ag) 1.0mmφ・100g
-
税込価格 ¥6,501税抜価格 ¥5,910
-
-
-
-
HS-314ハンダ(Sn-3Ag) 1.0mmφ・400g
-
税込価格 ¥25,190税抜価格 ¥22,900
-
-
-
-
HS-317ハンダ(Sn-3Ag) 1.0mmφ・800g
-
税込価格 ¥49,280税抜価格 ¥44,800
-
-
-
-
HS-341ハンダ(Sn-0.3Ag) 0.3mmφ・100g
-
税込価格 ¥4,807税抜価格 ¥4,370
-
-
-
-
HS-342ハンダ(Sn-0.3Ag) 0.6mmφ・100g
-
税込価格 ¥4,004税抜価格 ¥3,640
-
-
-
-
HS-352ハンダ(Sn-0.3Ag) 0.6mmφ・400g
-
税込価格 ¥15,290税抜価格 ¥13,900
-
-
-
-
HS-353ハンダ(Sn-0.3Ag) 0.8mmφ・400g
-
税込価格 ¥14,520税抜価格 ¥13,200
-
-
-
-
HS-344ハンダ(Sn-0.3Ag) 1.0mmφ・100g
-
税込価格 ¥3,740税抜価格 ¥3,400
-
-
-
-
HS-354ハンダ(Sn-0.3Ag) 1.0mmφ・400g
-
税込価格 ¥13,970税抜価格 ¥12,700
-
-
-
-
HS-371ハンダ(Sn-Cu) 0.3mmφ・100g
-
税込価格 ¥4,367税抜価格 ¥3,970
-
-
-
-
HS-372ハンダ(Sn-Cu) 0.6mmφ・100g
-
税込価格 ¥3,498税抜価格 ¥3,180
-
-
-
-
HS-374ハンダ(Sn-Cu) 1.0mmφ・100g
-
税込価格 ¥3,179税抜価格 ¥2,890
-




















※当社のフラックス特性はIPC分類にて表記しておりますが、一部試験内容にはJIS基準を採用しております。
ハンダの種類と特長
| 信頼性 | コスト | 扱いやすさ | 光沢 | ビットの 寿命 |
ぬれ性 | RoHS対応 | |
|---|---|---|---|---|---|---|---|
| Sn-3Ag-0.5Cu | ◎ | △ | 〇 | △ | △ | 〇 | ◎ |
| Sn-0.3Ag-0.7Cu | 〇 | 〇 | △ | △ | △ | 〇 | ◎ |
| Sn-0.7Cu | 〇 | ◎ | △ | 〇 | 〇 | △ | ◎ |
| Sn-Pb | ◎ | ◎ | ◎ | ◎ | ◎ | ◎ | × |
鉛フリーハンダの組成と特長
古くから使用されてきた有鉛ハンダはぬれ性、融点、機械的強度や銅食われなどあらゆる点で優れていましたが、鉛が環境へ及ぼす影響が問題視され、これまでに様々な鉛フリーハンダの合金が作られてきました。
しかし鉛フリーハンダは融点が高く、ハンダそのものの比熱が大きいため溶けにくく作業性が悪くなる傾向があります。
作業性の改善には熱容量が大きく、温度の回復が早い温度調節機能が備わったハンダゴテを使用することが基本になり、適切な加熱温度や時間で正確に作業することが重要です。
また鉛フリーハンダはそれぞれの特長に違いがあり、選定するには合金の特性や価格など総合的な判断が必要です。
鉛フリーハンダの扱い方
鉛フリーハンダでもハンダ付けの基本となる部分は変わりませんが、ビットの温度設定が高くなるため注意すべき点がいくつかあります。
まずハンダ付けする個所にビットを当て予熱します。
接合する個所が十分に予熱されたところで接合部とビットの間に適量のハンダを溶かし込みます。
鉛フリーハンダの主成分である錫は酸化が早いため加熱時間は2~3秒以内にし、素早くコテを離してください。
高温で作業するためビットの酸化や焦付きにも気を付ける必要があります。ビットの酸化を防ぐには常に新しいハンダでビットを覆っておきます。
また、ビット温度を必要以上に高く設定しないことでビットの寿命を延ばすことができます。
ブリッジなどハンダ不良個所の修正に使用するハンダ吸取線にはHS-380-2.5など鉛フリーハンダ専用の物を使用することをおすすめします。
鉛フリーハンダ専用のハンダ吸取線は吸取りが早く加熱時間が短時間ですむため、基板や部品が熱で損傷するリスクを下げることができます。
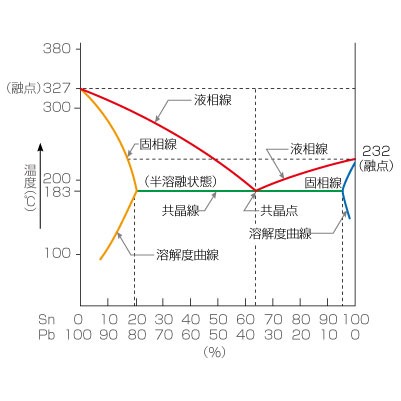
ハンダの固相/液相 温度について